

Schmelzklebstoffe erfreuen sich in vielen Anwendungen großer Beliebtheit. Dabei gibt es einiges das für ein optimales Klebeergebnis zu beachten ist.
Vorteile & Grenzen (nicht-reaktiver) Schmelzklebstoffe
Vorteile
- Eine Komponente, kein Mischen notwendig
- Binden Physikalisch ab, Lösemittelfrei
- „Einfache“ Lagerung, zeitliche Stabilität
- Schnelles Abbinden, schnelle Weiterverarbeitung möglich
- Eigenschaften an Prozess anpassbar
- Teilweise wieder lösbar, bspw. bei Verwendung von manchen Haftschmelzklebstoffen (Pressure Sensitive Adhesive – PSA) oder durch Erhitzen
- Einfache Reinigung
- Relativ hohe Zähigkeit (Viskosität), Ausgleich von Oberflächenunebenheiten
- Breites Adhäsionsspektrum, Verbinden unterschiedlicher Materialien
Grenzen
- Grenzen bei Innerer Festigkeit, neigen zum Kriechen.
- Begrenzte Wärmestandfestigkeit und geringe chemische und Feuchtigkeits-Beständigkeit
- Klebespalt kann nicht beliebig verkleinert werden (Viskosität)
- Thermische Belastung der Fügeteile
Für wen eignet sich der Handauftrag von Schmelzklebstoffen?
Für die Fertigung in geringen Auflagen oder von besonderen Produkten
Für Klebetests, zum Beispiel wenn ein neuer Klebstoff qualifiziert werden soll oder bei der Entwicklung neuer Produkte
Für Nachbesserungsarbeiten nach der Qualitätsprüfung oder bei Fehlklebungen der automatisierten Anlage
Möglichkeiten des manuellen Schmelzkleberauftrags
- Stickklebepistolen
- Tankklebepistolen für Granulat oder Kissen (mit und ohne Druckluft)
- Kartuschenklebepistolen, werden vor allem für reaktive Schmelzklebstoffe oder wegen ihrer Vielseitigkeit für Tests verwendet
Was ist bei der Verarbeitung und bei der Gestaltung des Klebprozesses zu beachten?
- Oberflächenvorbereitung: Neben „sauber, fettfrei, trocken“ ist auch die Temperatur der Substrate wichtig. Vor allem stärker wärmeleitende Substrate wie Metalle oder Stein sollten temperiert sein um die Bildung von Kondenswasser im Klebespalt zu vermeiden. Bei sensiblen Verklebungen muss die temperaturbedingte Ausdehnung und die Klebschichtdicke berücksichtigt werden.
- Lagerung: Die Gebinde sollten nicht offen gelagert werden, da Schmutzpartikel hineingeraten können. Diese können die Düse verstopfen oder das Auftragsbild negativ beeinflussen.
- Die Verarbeitungstemperatur muss entsprechend des empfohlenen Bereichs im technischen Datenblattes (TD) gewählt werden. Wichtig ist auch wie hitzeempfindlich die Substrate sind. Außerdem beeinflusst die Verarbeitungstemperatur das Fließverhalten des Klebstoffes
- Die Auftragsmenge und Geschwindigkeit haben große Auswirkung auf das Klebeergebnis. Da der Handauftrag langsamer als der automatisierte ist, ist hier oft eine etwas größere Auftragsmenge in Punktform von Vorteil. Die Wärme wird so länger gehalten und erlaubt Verzögerungen beim Fügen. Ist die Verarbeitung zu langsam können sich größere Spaltbreiten ergeben wenn der Klebstoff am Rand abkühlt.
Mit den passenden Schmelzklebstoffen ist auch ein hauchdünner Auftrag mit Schlitzdüse oder gesprüht möglich. - Der Anpressdruck ist notwendig, damit der (zäh)flüssige Klebstoff gut in die Oberfläche fließt und sich so mit den Substraten verbindet.
- Die Auswahl der Düse beeinflusst die Auftragsmenge und damit auch die Geschwindigkeit des Fügeprozesses.


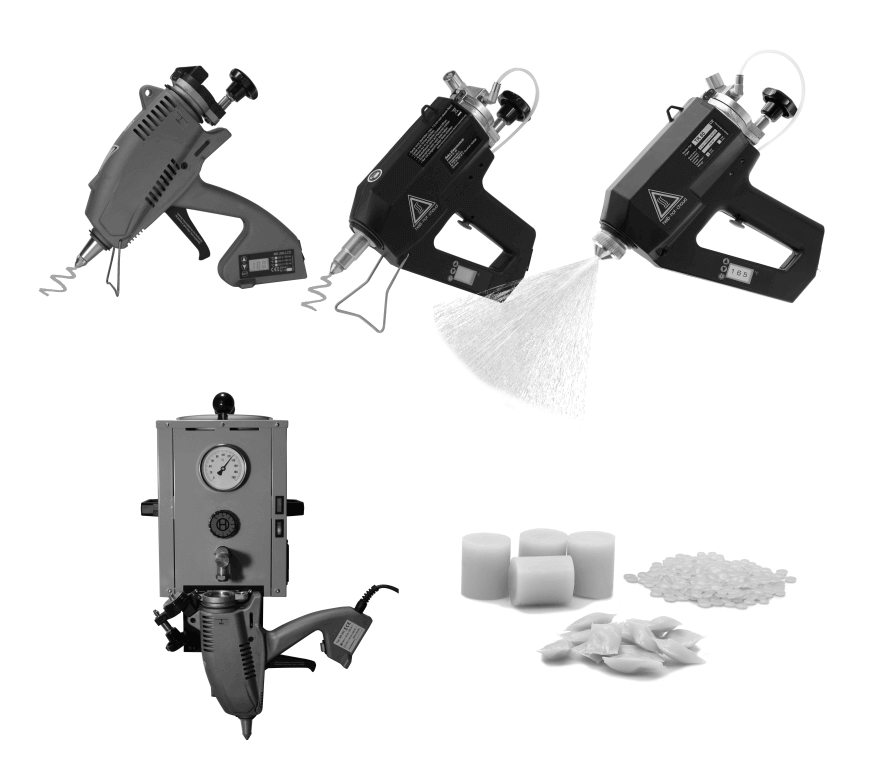
- Die Auswahl des Auftragsgerätes hängt von der Form des vorliegenden Klebstoffes und von der Verfügbarkeit von Druckluft ab. Viele besonders leistungsstarke Klebstoffe liegen als Granulat, Kissen oder Kartuschen vor. Hierfür werden Tank- oder Kartuschenpistolen eingesetzt. In einigen Produktionen wird mit handlichen Stickklebepistolen (Bsp. TR 500 – links) gearbeitet, sofern der Klebstoff als Stick erhältlich ist.
Bei der Nutzung von Tankgeräten bietet der Markt pneumatische und mechanische Klebepistolen. Mechanische Geräte (Bsp. MS 200.E – mitte) sind meist günstiger als pneumatische Lösungen und benötigen nur einen Stromanschluss. Pneumatische Klebepistolen (Bsp. TR 80 LCD – rechts) benötigen zusätzlich Druckluft, können dafür in einem „Hub“ entleert und auch mit Fußschalter, betrieben werden.
Wichtig ist auch, dass die Temperatur konstant gehalten wird um ein optimales, wiederholbares Klebeergebnis zu erzielen.
Fazit: Klebepistole, Klebstoff und Prozess müssen für das Produkt passend zusammengestellt sein.